
 English(英文)
English(英文) 
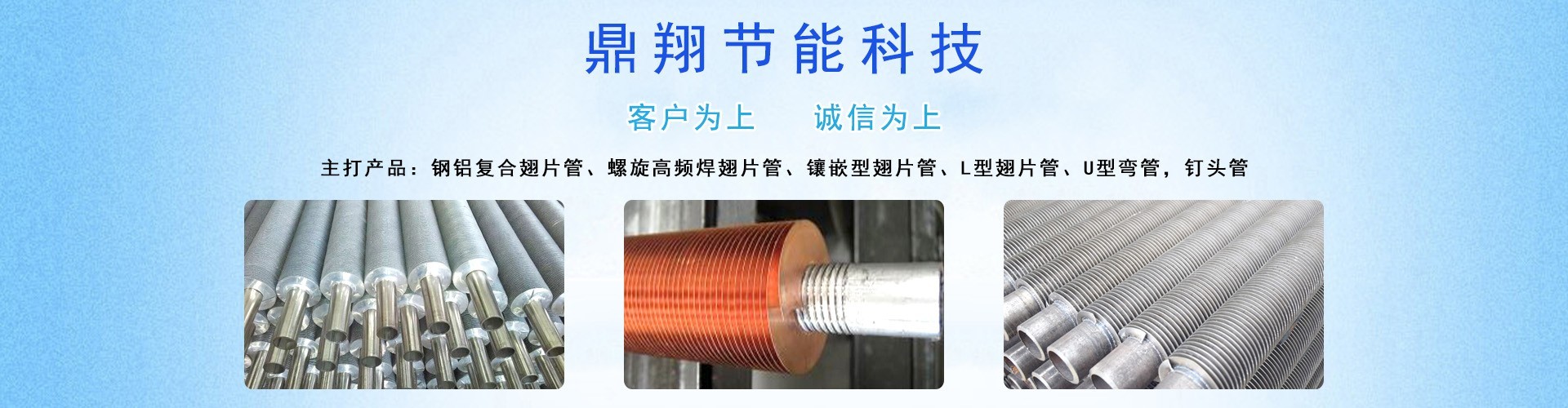
串片管(guǎn)是將翅片逐片串到管子上的,由於管子往往不圓(尤其是焊接鋼管),因此翅片與(yǔ)管壁之間難免有間隙。有間(jiān)隙,就有間隙熱(rè)阻,為此常采用以下幾(jǐ)種密接措(cuò)施。
一、電阻焊接法 在經清洗磨光的管壁上先塗(tú)敷一層焊劑,再把翅片(piàn)串(或繞)到管(guǎn)子上,然後(hòu)在翅片管兩端接通(tōng)電源,以較大的電流使焊劑中的金屬融化,將管子與翅片焊在一起。
二、浸鍍(dù)法 鍍層金屬主要是鋅和錫(xī),其次是鎘。浸鍍前管子(zǐ)和翅片都(dōu)必須經過化學處(chù)理,以清除其表麵上的氧(yǎng)化物(wù)和油垢。鉻鎳鉬合金鋼用鹽酸、硫酸加氧化劑(如硝酸)進行清洗;碳(tàn)鋼用冷鹽酸和熱稀(xī)硫酸(suān)溶液(yè)進行清洗;銅翅片隻用稀硫(liú)酸清(qīng)洗(xǐ)。翅片管經過必要的清洗去油(yóu)垢後,再用(yòng)含有氯化亞錫(xī)成分的氯化銨溶液進行處(chù)理一次(銅翅片除外)。才可置入熔融(róng)的鋅(或錫)槽中(鋅的熔(róng)點為400℃,錫的為230℃)。由於毛細(xì)作(zuò)用,鋅(或錫)能(néng)均勻地充滿翅片(piàn)和管子之間(jiān)的(de)所有間(jiān)隙。凝固後二者即可構成牢(láo)固的連接,並在翅片和管子表麵構成一層20~50微米厚的保護膜。但這種方法耗費金屬較高,成本較高,每平方(fāng)米換熱麵(miàn)積約耗鋅1.25~1.30kg。
三、接(jiē)觸焊 采用電(diàn)焊機和縫焊機一(yī)邊串片(或(huò)繞片)一邊(biān)將翅片(piàn)焊到管子上。為避免焊的過程中管子變形,一般要插入(rù)芯(xīn)軸。在采用此種工藝時,翅片(piàn)的穿孔(kǒng)處通常要有折邊,以便焊接。這種方(fāng)法是一種(zhǒng)比較理想的方(fāng)法,但其缺(quē)點(diǎn)是要求有較複雜的專用設備。
四、脹管法 將串好(hǎo)的(de)翅片管接到專用的(de)加壓設備上,用液壓法(一般加壓到30 MPa以上)脹大管(guǎn)子通道,使翅片管緊箍(gū)在管子上(shàng)。脹管法比較簡單,一般(bān)隻能用於延展性能良好的銅、鋁等有色金屬翅(chì)片(piàn)管。很少用於鋼管。

 掃一掃
掃一掃